ZUGIL S.A. implements a project co-financed by the European Union from the European Regional Development Fund under the Intelligent Development Operational Program 2014-2020
“Development of an innovative technology for the production of bulky elements and constructions, including cranes, which reduces deformation of welded structures, including pilot process line in the ZUGIL S.A. company.”
- Value of the project: 11,845,229.68 PLN
- Contribution from the European Funds: 6,251,096.69 PLN
With the idea of the continuous development of the company and constantly striving to improve the quality of its products, ZUGIL S.A. is currently working on a project involving development of an innovative technology for the production of bulky elements and constructions, including cranes, which reduces deformation of welded structures, including a pilot process line. The project is co-financed by the European Union from the European Regional Development Fund under the Intelligent Development Operational Program 2014-2020 (grant application number: POIR.01.01.01-00-0779/18).
The designed pilot line, on which research is being carried out in order to develop the innovative technology, starts with a shot blasting machine that cleans the surfaces of metal sheets and details before thermal cutting or welding. It is obligatory process for keeping the high-quality workmanship. The equipment allows for drying of metal sheets and for blasting treatment with surface compressive stresses.

After cleaning, the sheets of metal go to one of the two devices – a plasma or a laser cutter. Preparing details by thermal cutting significantly impacts the accuracy and quality of the construction.
CNC machine for thermal plasma cutting allows for testing the cutting parameters and the surface of cut metal sheets with maximum dimensions of 12,000mm x 2,500mm. The research scope can amount to 40mm for regular and stainess steel.
To make the samples for welding more precise, the machine allows cuting the steel with a maximum thickness of 25mm at an angle of ± 45° with bevelled edges.



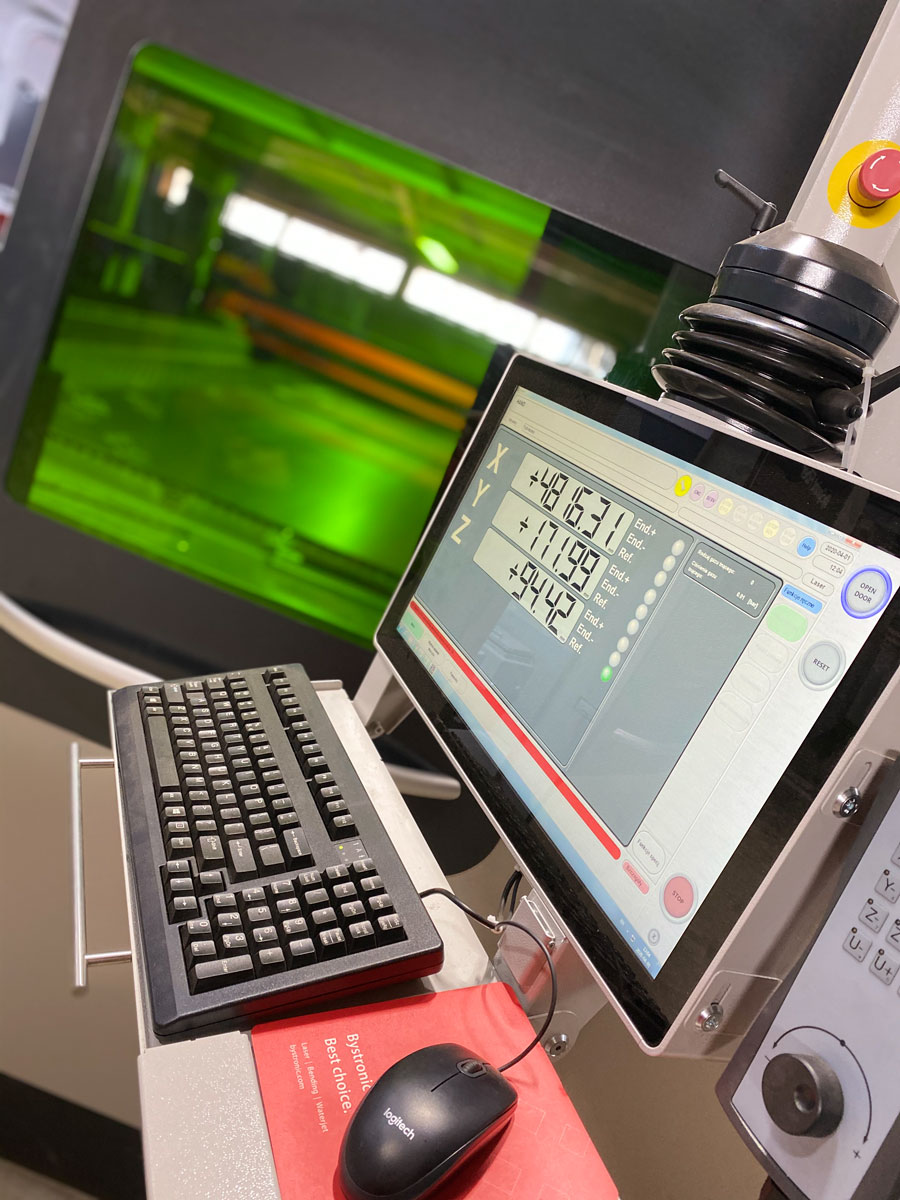
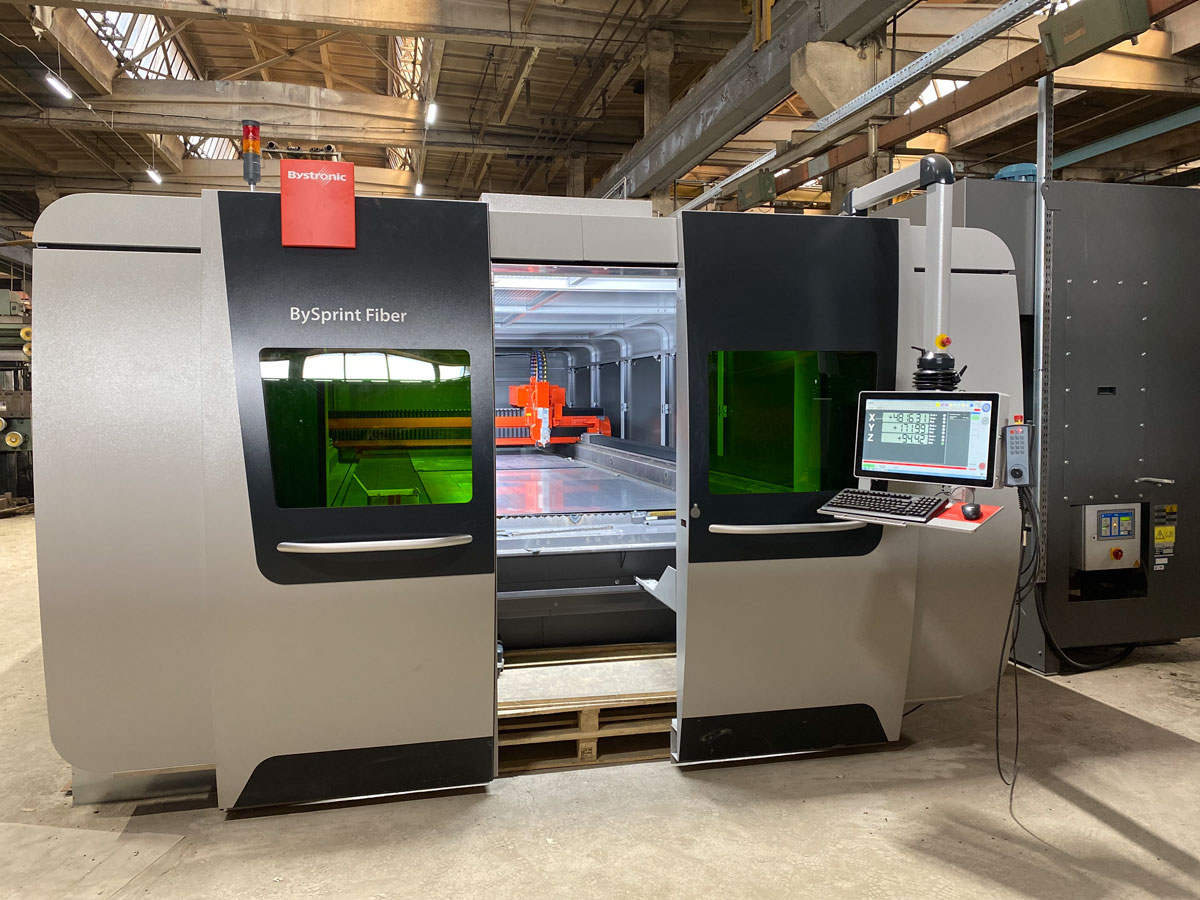
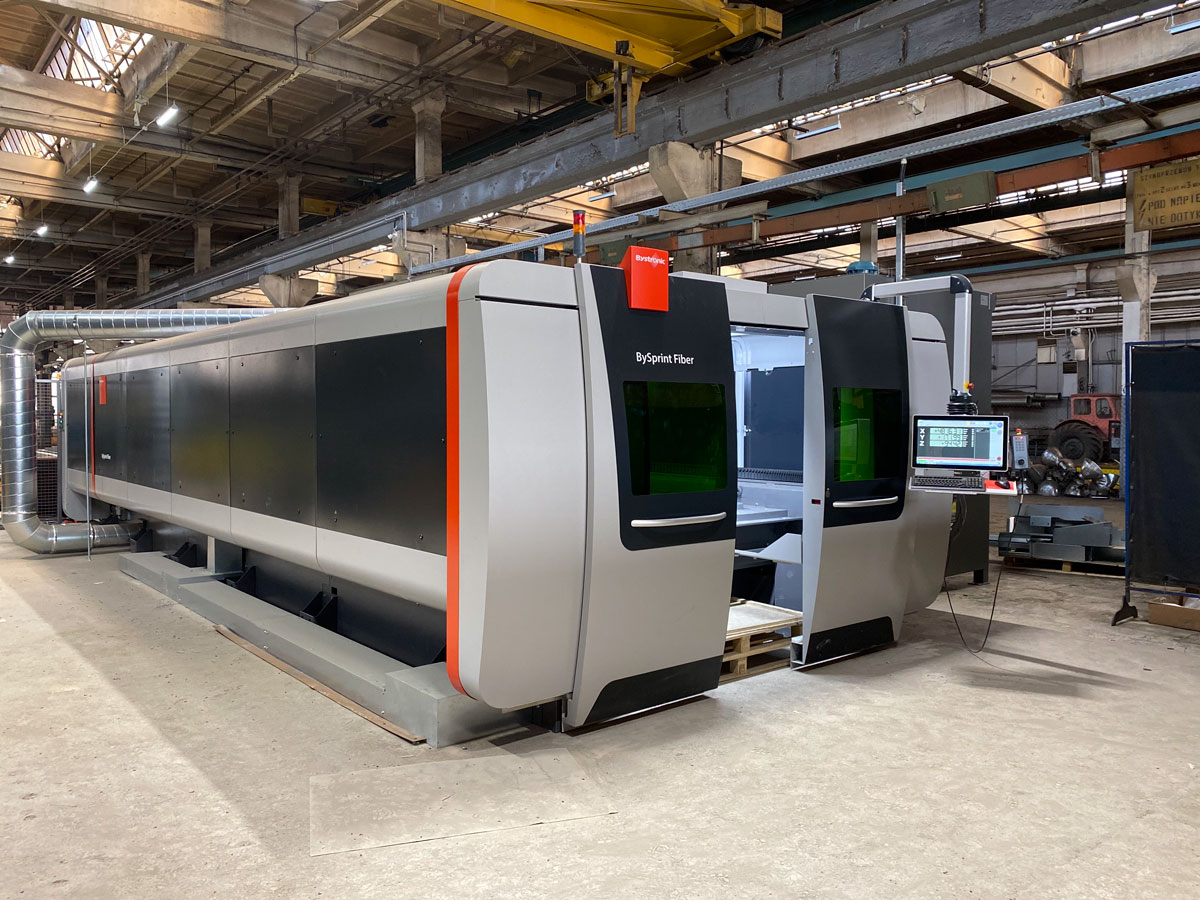
On the other hand, the laser cutting process is known for its high precision and high cutting speeds. The designed pilot line in ZUGIL S.A. include a modern fiber optic laser, made in the Fiber technology.
The tests can be carried out on sheets with a maximum size of 6,500mm x 2,000mm with an accuracy of 0.5mm, and the maximum thicknesses of the cut sheets can be as follows:
- Regular steel – 25mm
- Stainless steel – 30mm
- Aluminum – 30mm
- Brass – 15mm
- Copper – 12mm
After the details have been burned out, their deformation should be calibrated, for which a precise sheet levelling machine is used. Due to the straightening rollers and control of calibration effects by a planimetric laser system, compressive stresses are imposed and flatness of the details are calibrated. This reduce welding deformations and increase the strength of the structure.
The prepared details are forwarded to the robotic welding station.
Since the production of large-size elements and structures requires some special applications, the pilot line designed as part of the R&D project at ZUGIL S.A. includes a robotic welding station for MAG welding in a tandem configuration. Tests for efficiency, repeatability and reduction of welding deformations will translate into quality, strength, durability and safety of the structure. The 7-axis robot is equipped, among others, with: a double-wire tandem welding torch and a standard torch, extensive guiding sensors: touch sensor, arc sensor, laser sensor and a head for vibratory burnishing the PITEC weld edges.



Being the last treatments, quality control often requires the use of some specialized equipment. To be sure that the technological solutions and tests carried out on the pilot line at ZUGIL S.A. meet the requirements and assumptions of the project, two devices turned out to be necessary:
- ultrasonic flaw detector designed for volumetric inspection of welds, characterized by a receiver with a high dynamic range which allows for precise examination of butt welds in various types of joints.
- laser tracker that allows to measure and calibrate deformations in 3D with an accuracy of 15 µm.
The software enables visualization and recording the measurements to easily determine the values of the tested deformations.
