ZUGIL S.A. realizuje projekt współfinansowany przez Unię Europejską ze środków Europejskiego Funduszu Rozwoju Regionalnego w ramach Programu Operacyjnego Inteligentny Rozwój 2014-2020
„Opracowanie innowacyjnej technologii wytwarzania elementów i konstrukcji wielkogabarytowych, w tym dźwigowych, ograniczającej odkształcenia konstrukcji spawanych wraz z pilotażową linią technologiczną w firmie Zugil S.A”
- Wartość projektu: 11 845 229,68 PLN zł
- Wkład Funduszy Europejskich: 6 251 096,69 PLN zł
Mając na uwadze ciągły rozwój przedsiębiorstwa i stałe dążenie do polepszania jakości wykonywanych produktów, ZUGIL S.A. realizuje projekt polegający na innowacyjnej technologii wytwarzania elementów i konstrukcji wielkogabarytowych, w tym dźwigowych, ograniczającej odkształcenia konstrukcji spawanych wraz z pilotażową linią technologiczną. Niniejszy projekt jest współfinansowany przez Unię Europejską ze środków Europejskiego Funduszu Rozwoju Regionalnego w ramach Programu Operacyjnego Inteligentny Rozwój 2014-2020 (numer wniosku o dofinansowanie: POIR.01.01.01-00-0779/18).
Linia pilotażowa, na której realizowane są badania w celu opracowania innowacyjnej technologii, rozpoczyna się od oczyszczarki strumieniowej, która oczyszcza powierzchnie blach i detali przed cięciem termicznym lub spawaniem. Jest to obligatoryjne dla zachowania wysokiej jakości wykonania. Urządzenie pozwala na osuszanie arkuszy blach oraz na obróbkę strumieniowo-ścierną wprowadzającą powierzchniowe naprężenia ściskające.

Arkusze blach po oczyszczeniu trafiają do jednego z dwóch urządzeń: wycinarki plazmowej lub wycinarki laserowej. Proces przygotowania detali poprzez wycinanie termiczne w blachach ma znaczny wpływ na dokładność, a zarazem jakość wykonania konstrukcji.
Maszyna CNC do cięcia termicznego plazmą, pozwala na badanie parametrów cięcia, jak i powierzchni ciętych arkuszy blach o maksymalnych wymiarach: 12000 mm x 2500 mm. Zakres badawczy może wynosić nawet 40 mm, zarówno dla stali zwykłej, jak i dla stali nierdzewnej.
Maszyna umożliwia również cięcie z fazowaniem krawędzi pod kątem w zakresie ±45° stali o maksymalnej grubości do 25mm, przez co przygotowanie próbek do spawania staje się precyzyjniejsze.



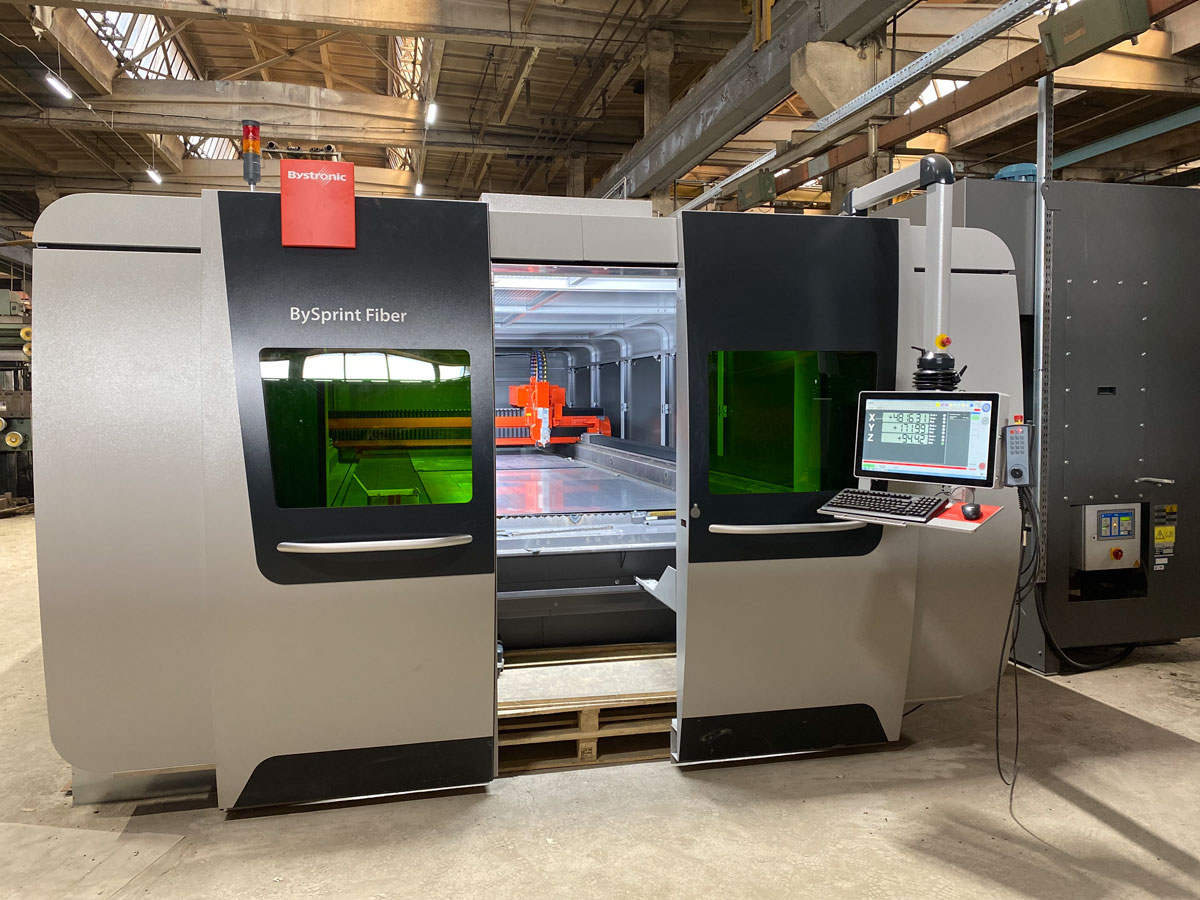
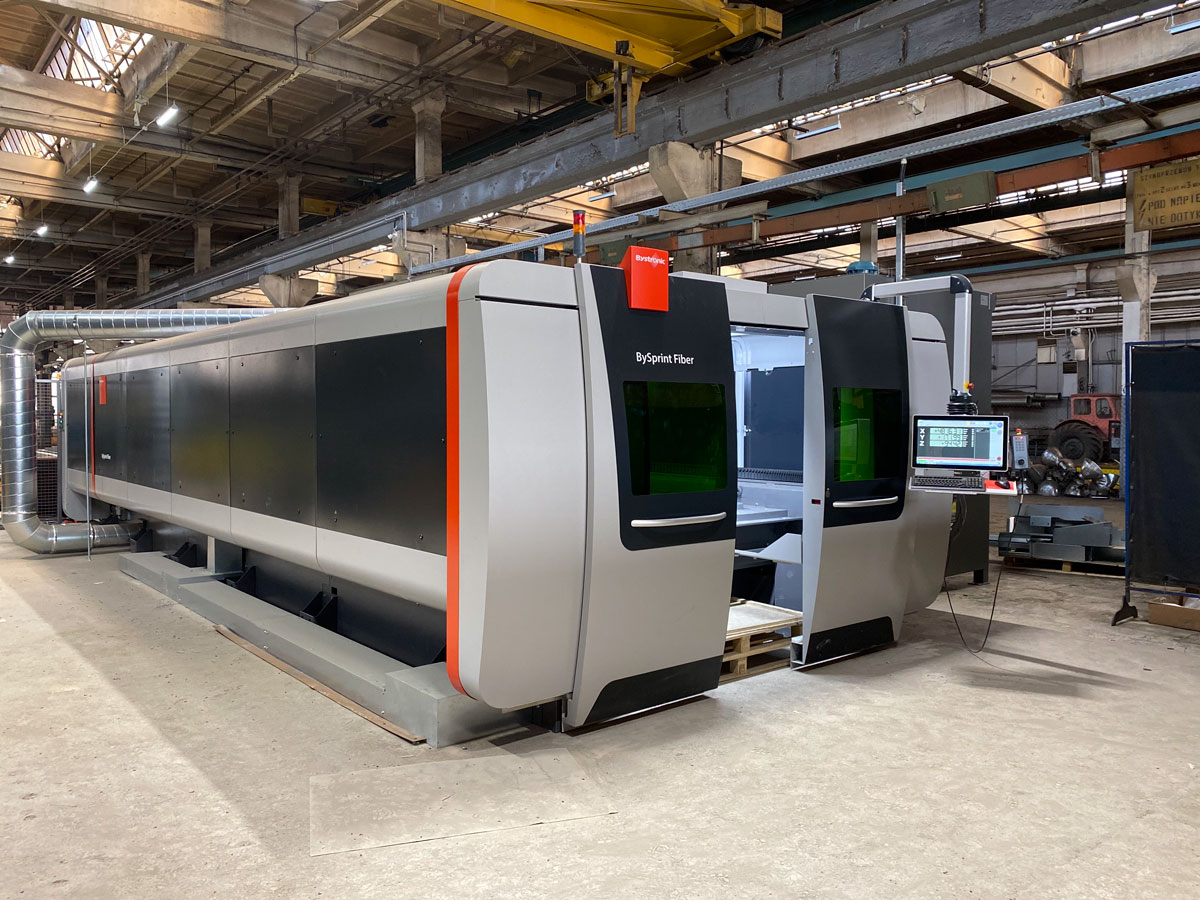
Wchodzący w skład zaprojektowanej linii pilotażowej nowoczesny laser światłowodowy wykonany w technologii Fiber, pozwala na wysoką precyzję i dużą prędkość cięcia.
Badania przeprowadzane są na arkuszach blach o maksymalnych wymiarach 6500 mm x 2000 mm z dokładnością do 0,5 mm, a maksymalne grubości ciętych arkuszy mogą wynosić:
Stal zwykła – 25mm
Stal nierdzewna – 30mm
Aluminium – 30mm
Mosiądz – 15mm
Miedź – 12mm
Po wypaleniu detali należy skalibrować ich odkształcenia, do czego na kolejnym etapie linii służy precyzyjna prostowarka do blach. Umożliwia ona wprowadzanie naprężeń ściskających, skalibrowanie płaskości detali dzięki walcom prostującym oraz kontrolę efektów kalibracji za pomocą planimetrycznego systemu laserowego, co w efekcie pozwala ograniczyć odkształcenia spawalnicze oraz wpływa na zwiększenie wytrzymałości wykonywanej konstrukcji.
Tak przygotowane detale trafiają na stanowisko do spawania zrobotyzowanego.
Ponieważ wytwarzanie elementów i konstrukcji wielkogabarytowych wymaga specjalnych zastosowań, w składzie linii pilotażowej zaprojektowanej w ramach projektu B+R w ZUGIL S.A. znalazło się zrobotyzowane stanowisko do spawania metodą MAG w układzie tandem. Badania pod kątem wydajności, powtarzalności oraz ograniczenia odkształceń spawalniczych przekładają się na jakość, wytrzymałość, trwałość i zarazem bezpieczeństwo konstrukcji. 7-mio osiowy robot wyposażony między innymi w: palnik do spawania podwójnym drutem w układzie tandem oraz palnik standardowy, rozbudowaną sensorykę naprowadzającą: sensor dotykowy, łukowy, laserowy oraz głowicę do wibracyjnego nagniatania krawędzi spoiny PITEC.



Kontrola jakości, jako jeden z ostatnich zabiegów, wymaga często specjalistycznego oprzyrządowania. Aby mieć pewność, że rozwiązania technologiczne oraz przeprowadzone badania na pilotażowej linii w ZUGIL S.A. spełniają wymagania i założenia projektu niezbędnymi okazały się dwa urządzenia:
– defektoskop ultradźwiękowy przeznaczony do kontroli objętościowej spoin, charakteryzujący się odbiornikiem o wysokim zakresie dynamiki, który pozwala na precyzyjne badanie spoin czołowych w różnych typach złączy.
– laser tracker pozwalający na pomiar i kalibrację odkształceń w 3D z dokładnością do 15µm.
Oprogramowanie daje możliwość zwizualizowania i zapis pomiarów, co umożliwia w prosty sposób określić wartości badanych odkształceń.
